溶接とは
溶接とは、日本産業規格(JIS Z 3001-1)で「2個以上の母材を、接合される母材間に連続性があるように、熱、または圧力またはその両方で一体にする操作」と定義されているように、接合したい2つの材料の接合部を溶かして、混ぜ合わさった状態で冷却することで、材料を一体化します。
溶接の種類には大きく分けて 1.融接 2.圧接 3.ろう接 の3つに分ける事ができ、その中でさらに細分化された、数多くの溶接方法が存在します。
溶接方法
1.融接
融接は、母材どうしを溶かしたり、母材と母材を接合するための溶接棒を溶かして接合する溶接方法となります。
融接のなかには、「アーク溶接」「高エネルギービーム溶接」「ガス溶接」など、多くの加工方法が存在し、各々さらに細分化された溶接方法が存在します。
特に「アーク溶接」がさまざまな分野で幅広く使用されている溶接方法となります。
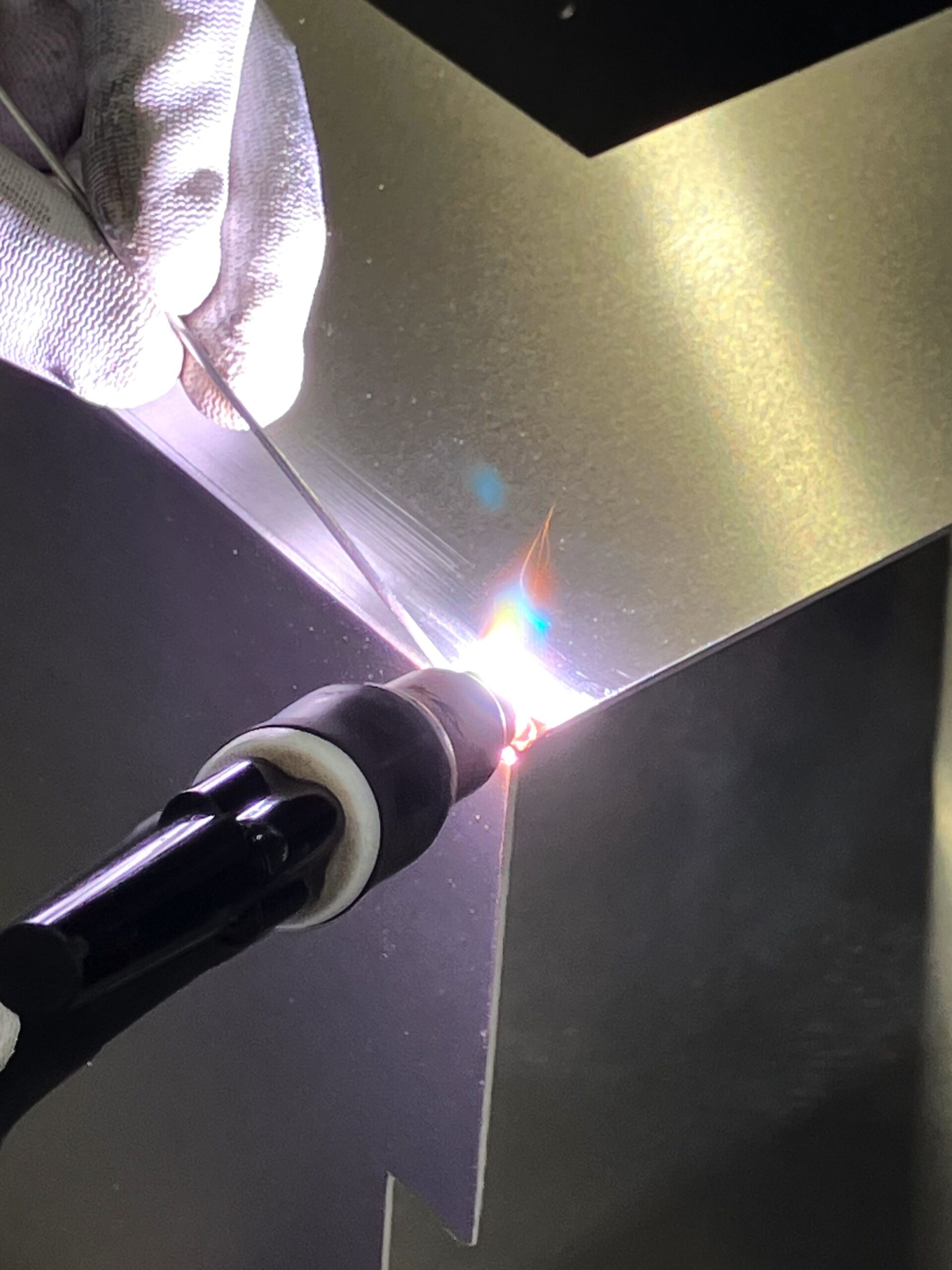
「アーク溶接」は、さらに細かく分類分けする事が出来ますが、なかでもシールドガスを使用した「TIG溶接」「MIG溶接」「MAG溶接」「CO2溶接」などのガスシールドアーク溶接は、自動化に適しているという面から、広範囲で使用されています。
特に「TIG溶接」は、溶接トーチと溶接棒をそれぞれ手で持って行う溶接が主ですが、溶接棒を自動で供給し、トーチも自動で送る全自動ティグ溶接装置も実用化されています。
「高エネルギービーム溶接」は、「電子ビーム溶接」「レーザー溶接」の2つへとさらに分類することができ、ともに高出力のビームによる深溶込み溶接となっています。なかでもレーザー溶接に分類される「ファイバーレーザー溶接」は高い品質の溶接を行う事が出来る溶接方法となっています。
また、同じくレーザー溶接に分類される「YAG溶接」は、ファイバーレーザー溶接に比べ、レーザーの出力が小さいため、薄板の溶接に適した溶接方法となっています。
2.圧接
圧接は、接合部に機械的圧力を加えることで溶接する溶接方法の総称で「固相接合」とも言います。機械的な圧力によって行う接合のため、数値での制御が可能となっており、主にファクトリーオートメーションにて広く使用されます。圧接は、「抵抗圧接」「拡散接合」「爆発圧接」などさまざまな圧接方法に分けられます。
なかでも、「抵抗圧接」は最も多くの溶接方法に分ける事ができ、特に「スポット溶接」や「プロジェクション溶接」が広く一般的に用いられている溶接方法となります。
「スポット溶接」は、重ね合わせた母材を電極の先端で挟み込み、加圧状態を保ったまま数千~数万アンペアの電流を短時間で流します。そうすることで抵抗発熱によって母材がいったん溶融し、再び固まることで接合する溶接方法となっています。主にステンレスの薄板などの接合に用いられることが多く、アルミニウム合金などの電気抵抗が小さく抵抗発熱も小さい材料の物に対しての適用例は少なくなっています。
「プロジェクション溶接」は、大まかな方法としてはスポット溶接と似た方法で接合を行いますが、非溶接材に突起を形成する場合が多く、突起に電流を集中させることで軟化し、圧接を行う事が出来るという仕組みとなっています。
プロジェクション溶接は、主に板、棒、パイプ、ナット、ボルト、など相互に異なる形状の物を接合する場合、もしくは板同士でも板厚が極端に異なる場合などに用いられることが多い溶接方法となっています。

3.ろう接
ろう接は、母材に比べて低い温度で溶けるろう材や軟ろう(はんだ)で接合するため、母材を溶かさずに溶接をします。
ろう材は主に気密性が求められるパイプやバルブ、圧力容器などに用いられることが多い溶接方法で、導電性がある軟ろう(はんだ)を使用した「はんだ付け」は電子回路や精密電子部品などで幅広く使用される溶接方法です。
リ・フォースの特徴
溶接ロボット
リ・フォースではファイバーレーザー、CO2、MAG、YAGレーザーなど、各種溶接方法に対応したロボットを計8台保有しています。
トルンプ社製の「TruLaser Robot MC2000」は、従来のパルス溶接(周期的に高い電流を流す溶接方法)に加え、CW溶接(一定のピークエネルギーを連続照射する溶接方法)を行う事も可能となっております。この2種類の溶接方法を製品ごとに使い分けることで、幅広い製品に対して設計者が意図した機能を追及することが可能となっています。
また、急熱急冷による凝固割れが発生しないため、難易度の高いアルミの溶接にも適しています。

また、パナソニック社製の「TM-1400WGⅢ」はMAG溶接とCO2溶接の切り替えが可能な溶接ロボットとなっています。そのほか、溶接時に飛散する溶けた金属(=スパッタ)の量が非常に少ないという特徴があり、スパッタを取る時間を大幅に削減することで生産性の向上へとつながっています。

スポット溶接

リ・フォースでは写真のようにスポット溶接を数台1列に並べて配置しています。
こうすることで段取り違いの工程を流し作業で行う事が出来るため、品質を安定させながら高い生産能力を発揮することが出来るようになっています。
テーブル型スポット溶接機の「MS-V03」は高速溶接機能が付いており、1/1000秒単位で大きな電流を制御することで、スパッタを制御しつつ短時間での溶接を行う事が可能な機械となっています。従来の電流制御と比較すると、1/15~20秒の通電時間で溶接を行う事が出来るため、作業の効率が非常に良いです。
電解式焼け取り機
リ・フォースでは、ケミカル山本社製の「スーパーシャイナー Uni Plus!」を用いて焼け取りを行います。焼け取りのほか、サビや汚れの除去も可能なため、非常に幅広い用途をもった製品です。

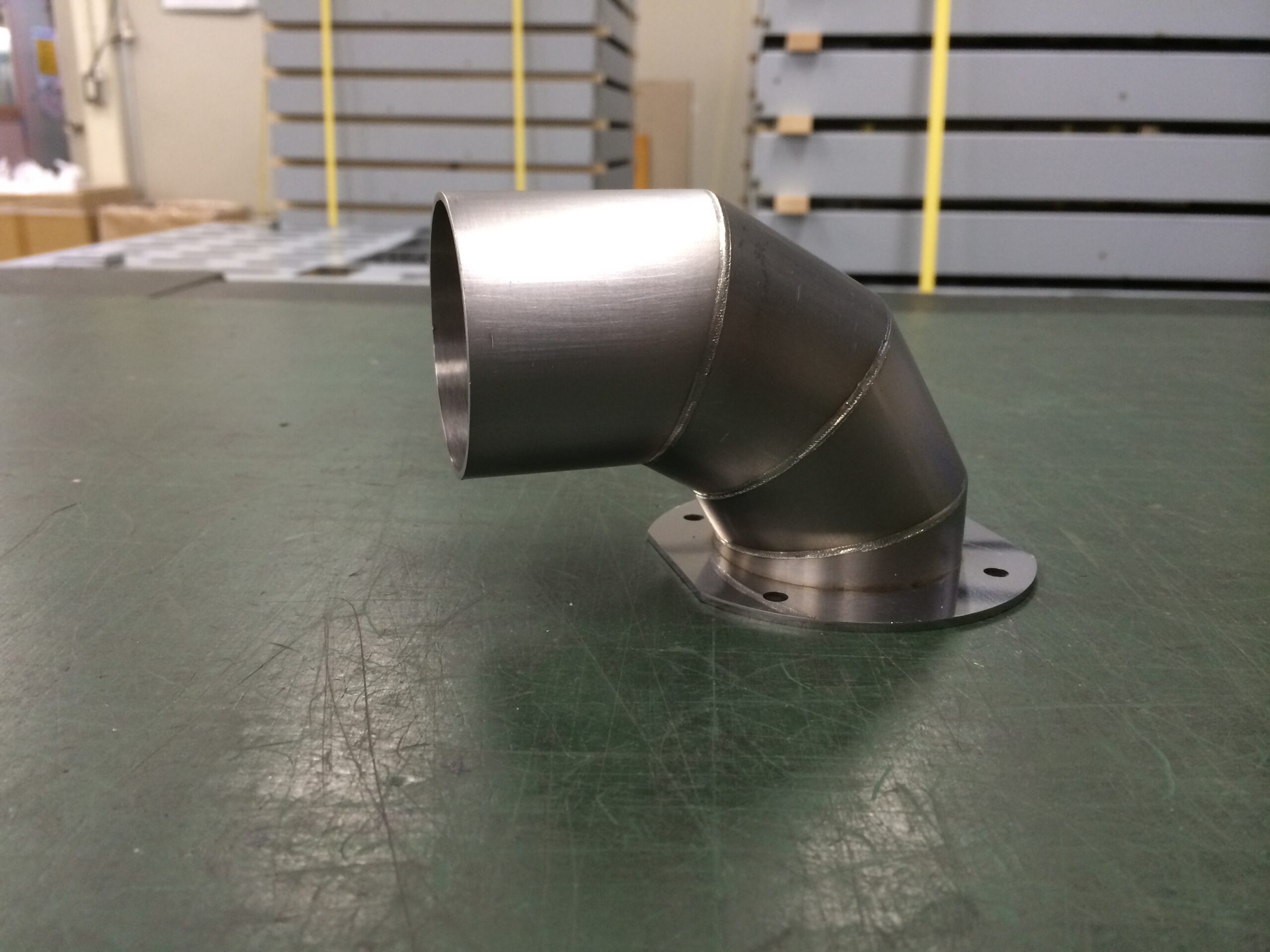
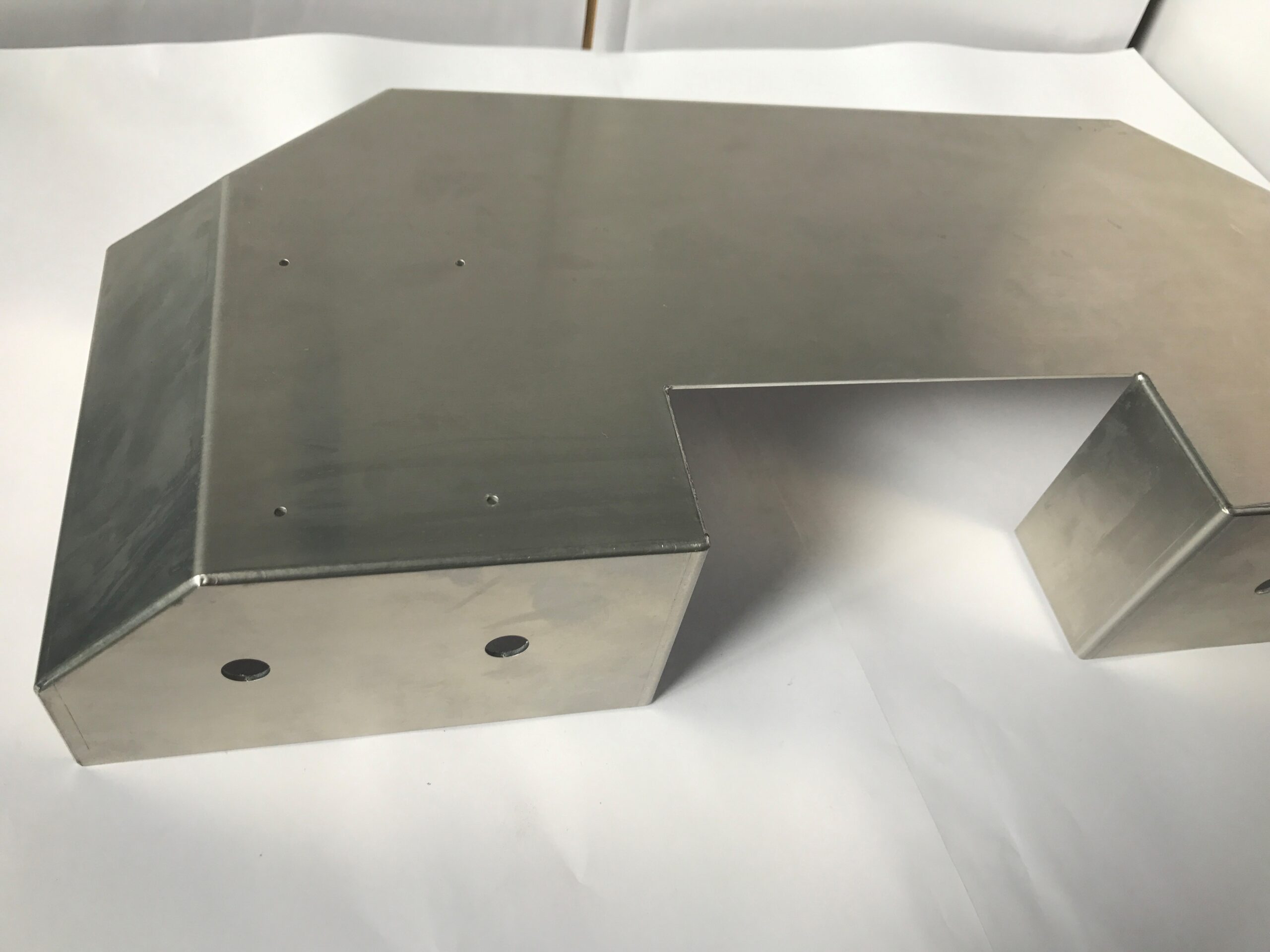
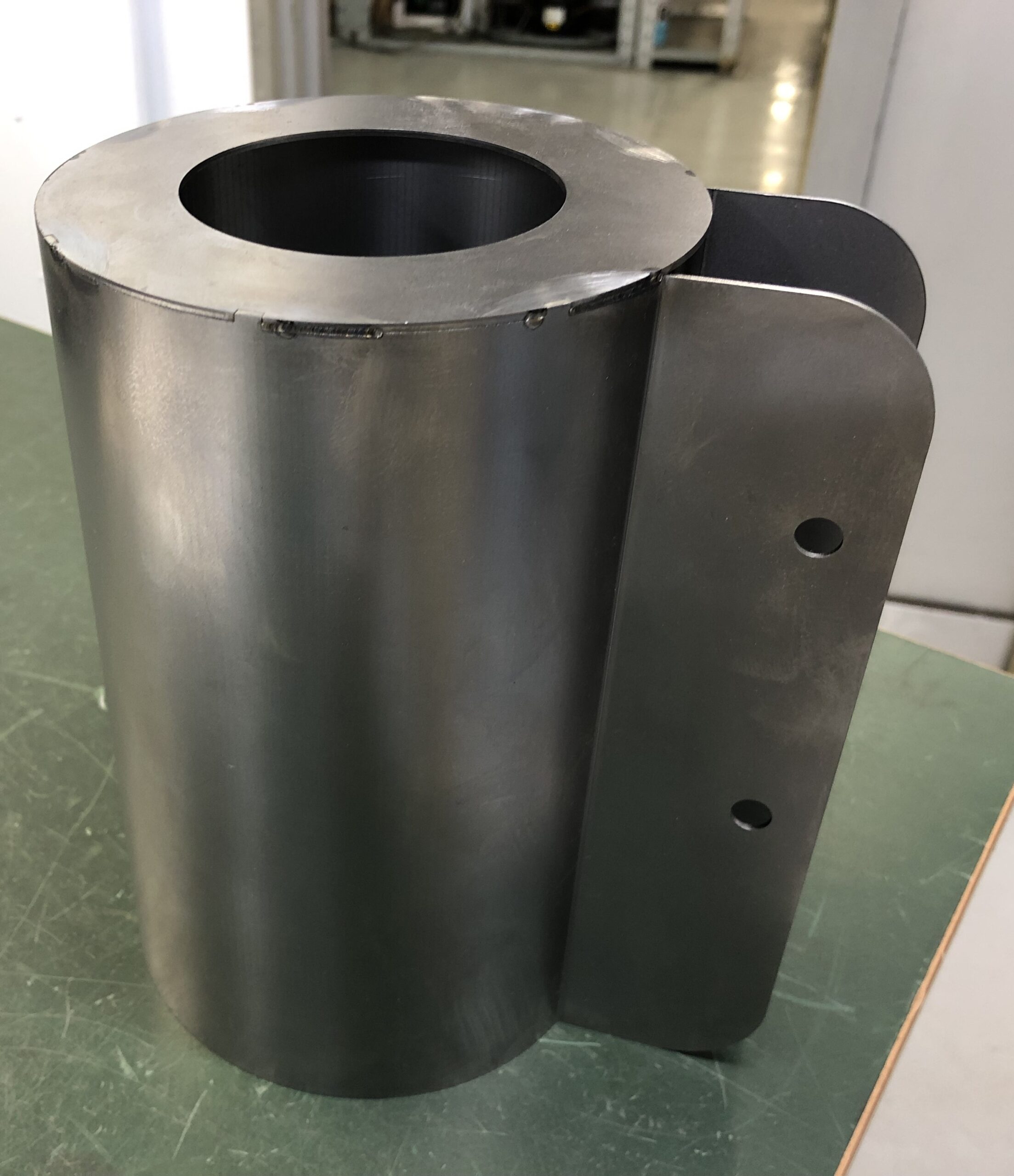
加工事例